
Деформационными швами разделяют здание или отдельные его части, чтобы прежде всего предотвратить повреждения, вызываемые кратковременными и циклическими воздействиями.
| К кратковременным причинам деформации относятся: | К циклическим причинам деформации относятся: |
|
|


С развитием технологий и способов по гидроизоляции деформационных швов совершенствовались применяемые материалы. Если ранее перекрытие деформационного шва выполнялось в виде оловянной или медной ленты специально изогнутого профиля, поверх которого наносилась мастика, приготовленная на базе каучука, деривата и дегтя, то в настоящее время широкое распространение получили термопластичные ПВХ-шпонки различного профиля и герметизирующие ленты, такие как «УЛЬТРАБАНД». Их материал является абсолютно упругим, что обеспечивает движение деформируемых элементов без последующей разгерметизации.
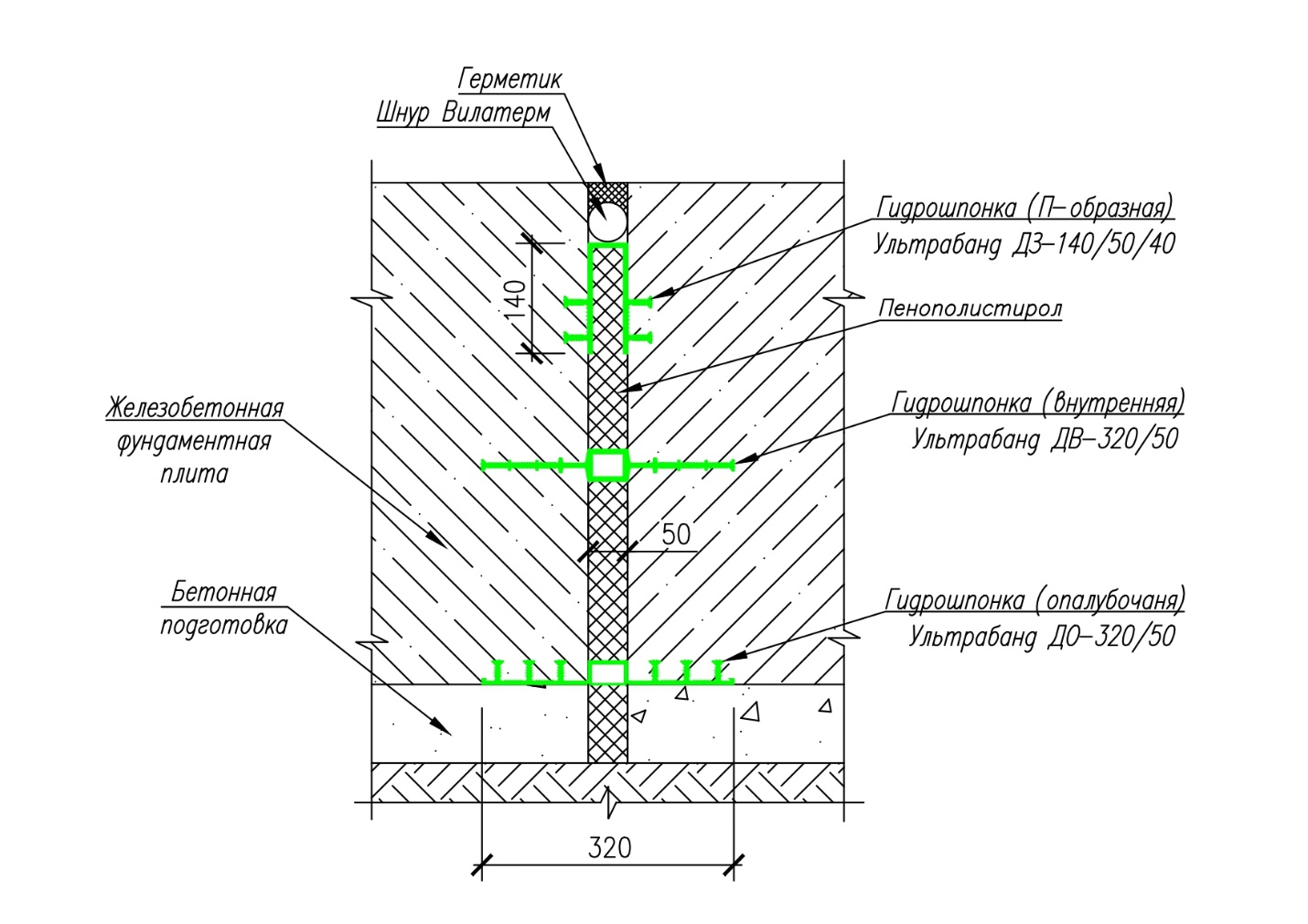
Гидрошпонки «УЛЬТРАБАНД» предназначены для гидроизоляции железобетонных конструкций подземных и заглубленных сооружений в местах обустройства деформационных и технологических швов бетонирования. Могут применяться на объектах, контактирующих с питьевой водой. Температура эксплуатации варьируется от -40 до +80 °С. Ассортимент гидрошпонок «УЛЬТРАБАНД» представлен различными профилями и типоразмерами для решения любых строительных задач. Они поставляются в рулонах и уже готовы к монтажу на строительной площадке.

Гидрошпонка состоит из нескольких основных элементов:
- Компенсатора — подвижной части, которая находится в полости деформационного шва и создает водонепроницаемый барьер для воды. Компенсатор сжимается и растягивается совместно с движением деформационного шва, сохраняя при этом герметичность узла.
- Выпусков (крыльев). Это части гидрошпонки, которые сцепляются с телом бетона. Правый и левый выпуск бетонируются отдельно при первой и второй стадии бетонирования деформационного шва.
- Анкеров (усиков). Это специальные выступы на крыльях гидрошпонки. За счет своей формы обеспечивают плотную фиксацию в бетоне. Анкеры имеют ребристую поверхность для того, чтобы противостоять вытягиванию гидрошпонки из тела бетона и обеспечить герметичность. Ребристая поверхность не дает воде просачиваться по стыку гидрошпонки с бетоном.
По способу установки профили гидрошпонок различаются на несколько типов:
- Внутренняя.
- Наружная (опалубочная).
- П-образная.
Гидрошпонки внутреннего заложения:
Основные технические характеристики гидрошпонок «УЛЬТРАБАНД» представлены в таблице.
Наименование показателя |
Значение | Методы испытания |
| Твердость по Шору, А | 70±5 | ГОСТ 263 |
| Плотность, г/м3 | 1,3 | ТУ 5775-015-54282519-2015 |
| Прочность на растяжение, МПа | ≥ 12 | ГОСТ 270 |
| Относительное удлинение при разрыве, % | ≥ 300 | ГОСТ 270 |
Монтаж и бетонирование «УЛЬТРАБАНД» для деформационных швов полностью аналогичны процессу установки гидрошпонок для технологических швов. Крепление выполняется к опалубке или арматурному каркасу. Гидрошпонку можно крепить к опалубке на клеевые составы или двухсторонний скотч. Между собой они свариваются (стыкуются) непосредственно на строительной площадке при температуре воздуха не ниже +5 °С. При атмосферных осадках работы следует проводить под защитой тента.
Для монтажа гидрошпонок используют специальное оборудование:
- машинку для выравнивания и прижатия шпонок (причем под профиль конкретной шпонки либо универсальную);
- сварочный утюг — разогревается до температуры ≈180-200 °С, оплавляя края соединяемых шпонок.
Для гидроизоляции узлов, подверженных интенсивному высокому давлению воды, применяется специальная высокопрочная эластичная лента «УЛЬТРАБАНД-ДЕФШОВ».
Ее основные технические характеристики представлены в таблице.
| Наименование показателя | Значение при толщине ленты | Методы испытаний | |
| 1 мм | 2 мм | ||
| Выдерживает давление | > 4 атм. | > 5 атм. | DIN EN 1928 (Version B) |
| Нагрузка до продольного разрыва | 14 МПа | 14 МПа | DIN EN ISO 527-3 |
| Нагрузка до поперечного разрыва | 14 МПа | 14 МПа | DIN EN ISO 527-3 |
| Продольное натяжение до разрыва | 1000 % | 1000 % | DIN EN ISO 527-3 |
| Поперечное натяжение до разрыва | 1000 % | 1000 % | DIN EN ISO 527-3 |
| Прочность сцепления с основанием | 4,0 МПа | 4,0 МПа | DIN EN 1348 |
Технология гидроизоляции деформационных швов лентой «УЛЬТРАБАНД-ДЕФШОВ»:
- подготовка основания. Оно должно быть чистое, без масел и смазок, цементного молочка и непрочно держащихся частиц. Поверхность можно подготовить следующими способами: песко-, водо- или дробеструйная обработка, фрезерование, шлифование, после чего обязательно произвести обеспыливание;
- нанесите клей «УЛЬТРАБАНД» на поверхность. Он должен выступать за края ленты на 2–3 см;
- уложите в клей и прижмите ленту «УЛЬТРАБАНД» к основанию мастерком, удаляя воздушные пузыри. Середина ленты должна остаться непокрытой клеем: для этого наклейте на нее малярный скотч шириной не менее 1 мм;
- нанесите покрывной слой клея и удалите защитный скотч с середины ленты.
Концы можно скреплять полимерным клеем внахлест не менее 100 мм и сваривать специальным строительным феном. Для достижения максимального эффекта лучше сваривать ленту до приклейки на шов. Требования по сварке: температура 340 °С, сила воздуха на отметке 3, используйте насадку 20 или 40 мм, делайте нахлест ленты не менее 100 мм. Перед сваркой зачистите концы ленты наждачной бумагой.





