Рулеткой измеряются размеры и определяются длины кусков гидрошпонки, места и направления стыковки. При разметке гидрошпонок желательно минимизировать количество стыков; куски необходимой длины отрезаются специальным ножом согласно разметке, все необходимые угловые элементы выполняются заранее и поставляются на строительный объект в виде готовых элементов. На объекте рекомендуется производить только линейную стыковку гидрошпонок.
Шпонки устанавливаются симметрично оси шва. Конструкция опалубки должна обеспечивать установку шпонки в проектное положение в зазор между опалубочными щитами по всей длине бетонируемого участка. Конструкция стыкового участка смежных опалубочных щитов и шпонки должна гарантировать их геометрическую неизменяемость при укладке бетона в опалубку.
Шпонки разрешается устанавливать только в том случае, если на них нет следов деформации, повреждений и четко прослеживается геометрический профиль шпонки.
Шпонки прокладываются без складок и искривлений. Деформация шпонок, проявившаяся в процессе хранения или транспортировки, устраняется путем растягивания на ровной поверхности. Запрещается использование тепловой обработки для исправления деформации.
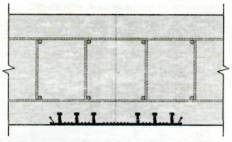
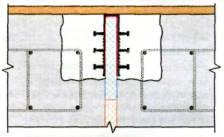
Внутренние шпонки крепятся вязальной проволокой к арматуре с шагом около 50см. Крепление осуществляется на краевых анкерах с помощью скоб. Внешние шпонки для стен крепятся к опалубке при помощи мелких гвоздей с шагом около 50 см. в области кромки с таким расчетом, чтобы при снятии опалубки шпонку не вырвало из тела бетона. Для этого рекомендуется забивать гвозди на 1/3 длины и загибать их на 45-50° от вертикального положения.
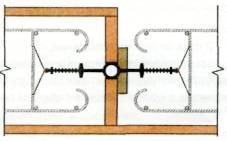
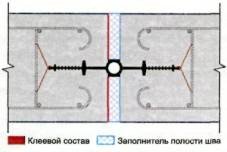
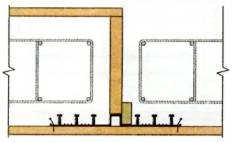
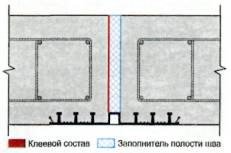
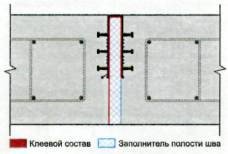
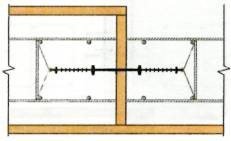
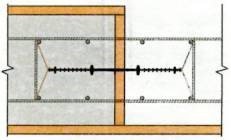
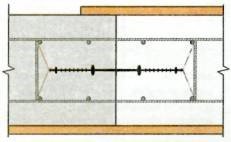
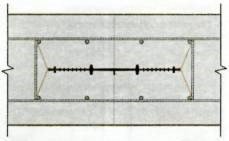
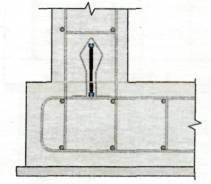
Рекомендуемый порядок производства работ по установке шпонок типа ДВ
|
|
- подготовить устанавливаемый отрезок шпонки;
- очистить его от загрязнений;
- установить и раскрепить шпонку в арматурном каркасе и элементах опалубки в соответствии с проектным положением;
|
- забетонировать участок конструкции.
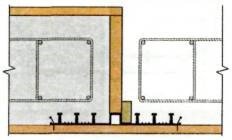
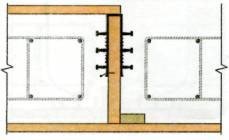
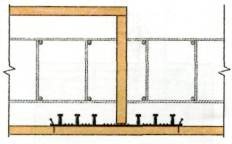
- снять опалубку;
- провести визуальный контроль качества установки шпонки;
|
|
|
- очистить открытую часть шпонки перед бетонированием смежного участка конструкции;
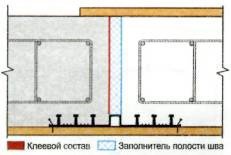
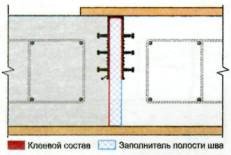
- установить и закрепить заполнитель полости шва;
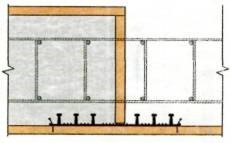
- установить опалубку на смежном участке конструкции;
|
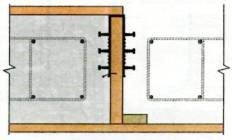
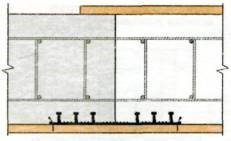
- забетонировать смежный участок конструкции;
- разобрать опалубку
- провести визуальный контроль качества выполненных работ.
|
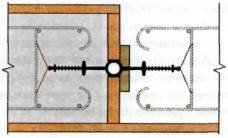
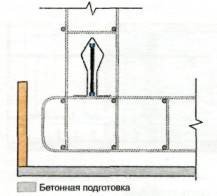
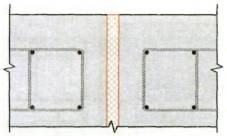
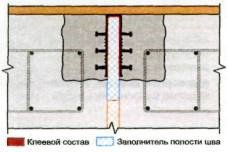
Рекомендуемый порядок производства работ по установке шпонок типа ДО
|
|
- подготовить устанавливаемый отрезок шпонки;
- очистить его от загрязнений;
- установить и раскрепить шпонку в арматурном каркасе и элементах опалубки в соответствии с проектным положением;
|
- забетонировать участок конструкции.
- снять опалубку;
- провести визуальный контроль качества установки шпонки;
|
|
|
- очистить открытую часть шпонки перед бетонированием смежного участка конструкции;
- установить и закрепить заполнитель полости шва;
- установить опалубку на смежном участке конструкции;
|
- забетонировать смежный участок конструкции;
- разобрать опалубку;
- провести визуальный контроль качества выполненных работ.
|
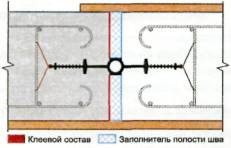
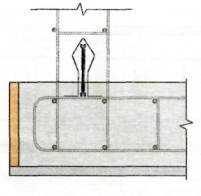
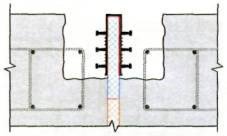
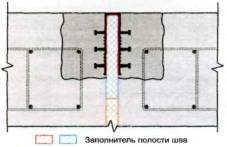
Рекомендуемый порядок производства работ по установке шпонок типа ДЗ
|
|
- подготовить устанавливаемый отрезок шпонки;
- очистить его от загрязнений;
- установить и раскрепить шпонку в арматурном каркасе и элементах опалубки в соответствии с проектным положением;
|
- забетонировать участок конструкции.
- снять опалубку;
- провести визуальный контроль качества установки шпонки;
|
|
|
- очистить открытую часть шпонки перед бетонированием смежного участка конструкции;
- установить и закрепить заполнитель полости шва;
- установить опалубку на смежном участке конструкции;
|
- забетонировать смежный участок конструкции;
- разобрать опалубку;
- провести визуальный контроль качества выполненных работ.
|
Рекомендуемый порядок производства работ по установке шпонок типа ХВ
|
|
- подготовить устанавливаемый отрезок шпонки;
- очистить его от загрязнений;
- установить и раскрепить шпонку в арматурном каркасе и элементах опалубки в соответствии с проектным положением;
|
- забетонировать участок конструкции
- снять опалубку;
- провести визуальный контроль качества установки шпонки;
|
|
|
- очистить открытую часть шпонки перед бетонированием смежного участка конструкции;
- установить опалубку на смежном участке конструкции;
|
- забетонировать смежный участок конструкции;
- разобрать опалубку;
- провести визуальный контроль качества выполненных работ.
|
Рекомендуемый порядок производства работ по установке шпонок типа ХВС
|
|
- подготовить устанавливаемый отрезок шпонки;
- очистить его от загрязнений;
- установить и раскрепить шпонку в арматурном каркасе в соответствии с проектным положением, используя крепления из комплекта поставки;
|
- забетонировать участок конструкции;
- проверить и при необходимости восстановить проектное положение шпонки;
- снять опалубку;
- провести визуальный контроль качества установки шпонки;
|
|
|
- очистить открытую часть шпонки перед бетонированием смежного
- участка конструкции; установить опалубку на смежном участке конструкции;
|
- забетонировать смежный участок конструкции;
- разобрать опалубку;
- провести визуальный контроль качества выполненных работ.
|
Рекомендуемый порядок производства работ по установке шпонок типа ХО
|
|
- подготовить устанавливаемый отрезок шпонки;
- очистить ого от загрязнений;
- установить и раскрепить шпонку в арматурном каркасе и элементах опалубки в соответствии с проектным положением;
|
- забетонировать участок конструкции;
- снять опалубку;
- провести визуальный контроль качества установки шпонки;
|
|
|
- очистить открытую часть шпонки перед бетонированием смежного участка конструкции;
- установить опалубку на смежном участке конструкции;
|
- забетонировать смежный участок конструкции;
- разобрать опалубку;
- провести визуальный контроль качества выполненных работ.
|
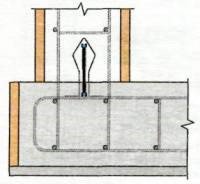
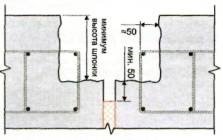
Рекомендуемый порядок производства работ по установке шпонок типа ДЗ (ремонт)
|
|
|
|
- вырубить штрабу для установки шпонки с оголением арматуры;
- очистить полость деформационного шва на глубину не менее 50 мм от дна штрабы;
- при необходимости очистить арматуру от ржавчины и загрязнений, обработать защитным составом;
|
- подготовить устанавливаемый отрезок шпонки, очистить его от загрязнений;
- установить внутренний закладной элемент из пенополистирола;
- установить и закрепить шпонку на внутреннем закладном элементе;
- установить опалубку;
|
|
|
- заполнить полость штрабы быстротвердеющим составом с высокой текучестью;
|
- снять опалубку;
- провести визуальный контроль качества выполненных работ.
|
Гидрошпонки, изготовленные из термопластичных материалов, соединяются с помощью сварки. Стыковку (соединение встык) гидрошпонок на объекте рекомендуется осуществлять полуавтоматическим способом с применением сварочного кондуктора, либо ручным-с применением термоножа.
При использовании кондуктора концы гидрошпонок вставляются в сварочный кондуктор и нагревают до оплавления (не менее чем на 5 мм) зажатой между ними предварительно раскалённой до 185-195° С медной или электронагреваемой пластиной. После этого пластина вынимается, концы гидрошпонок с усилием прижимаются друг к другу рычагом кондуктора и выдерживаются в таком состоянии до остывания материала.
При использовании термоножа стыкуемые концы шпонок ровно обрезаются при помощи алмазного диска, либо ножа. Термонож разогревают до 185-195° С и помещают его между стыкуемыми поверхностями. Стыкуемые поверхности прижимают к термоножу до равномерного оплавления. Затем, слегка ослабив прижим, удаляют термонож и дают остыть сварному шву 5 минут. Прочность такого соединения, достигает 90% от прочности исходного материала. Причиной дефектов при сварке гидрошпонок из ПВХ могут быть недостаточный или чрезмерный нагрев соединяемых концов шпонок, неровные поверхности среза, неравномерное давление прижатия.
При бетонировании шпонки должны быть чистыми и необледенелыми. Загрязнение и замасливание не допускается. Попадание посторонних предметов и инородных частиц на омоноличиваемые части шпонок также исключается.
При установке опалубки на шпонки необходимо обеспечить герметичную и стабильную торцевую опалубку. Опалубка должна плотно примыкать к шпонке. Места сопряжения шпонки и опалубки должны быть хорошо уплотнены, чтобы при бетонировании через них не вытекал цементный раствор. При обнаружении неплотностей, которые могут привести к вытеканию цементного раствора при бетонировании, все обнаруженные места надежно герметизируют с помощью клейкой ленты, которая удаляется перед снятием опалубки.
Перед бетонированием шпонка должна быть очищена от грязи. Бетонировать шпонки следует полностью, не допуская образования полостей. Только в этом случае гарантируются уплотнительные функции.
До момента полного бетонирования шпонки должны быть защищены от повреждений, например свободными частями арматуры или в результате дополнительных работ.
При подаче бетонной смеси в опалубку следует предотвращать возможность прямого попадания бетонной смеси и динамического воздействия непосредственно на поверхность шпонки.
Бетон около омоноличиваемых частей шпонок должен быть хорошо уплотнен. Это условие является одним из важнейших, поскольку эффективная работа гидроизоляционных шпонок любого типа зависит от качества контакта «шпонка-бетон», т.е. от качества уплотнения бетонной смеси. Важно, чтобы контакт бетона со шпонкой был по всей ее омоноличиваемой поверхности без наличия пустот и неплотностей.
Укладку бетонной смеси в опалубку следует производить горизонтальными слоями, толщиной, установленной в технологическом регламенте на бетонирование конструкции.
Запрещается дотрагиваться до шпонок или креплений вибратором.
Бетон сопрягаемых швов элементов конструкции должен обладать высокой плотностью и непроницаемостью. Большинство типов шпонок препятствуют сквозному прохождению воды через зазор шва, но они не обеспечивают защиту от фильтрации воды в обход шпонки, через поры, капилляры и трещины в бетоне.
При снятии опалубочных щитов следует избегать механических повреждений шпонок монтажным инструментом.
В случае внешних шпонок при снятии опалубки следите за тем, чтобы шпонки не отошли вместе с ней.

После снятия опалубки следует проверить видимые части шпонки на предмет повреждений. Выявленные дефекты подлежат немедленному устранению. Также следует провести повторное освидетельствование состояния заделки шпонки в тело бетона, а также состояние открытой части шпонки.